以下是<忻城> 本地 不锈钢水箱保温水箱品质好才是硬道理的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:忻城<忻城> 本地 不锈钢水箱保温水箱品质好才是硬道理的图文介绍

国赢供水设备有限公司主要经营 玻璃钢水箱、。 我们注重质量,确保公司出去的每一件产品都是保质保量的;我们也看重中价格,并且努力使客户获得优惠的价格;同时我们还注重服务,我们相信客户需要的不仅仅是产品。期待与您长期合作,也希望与您合作愉快,真诚为你服务。


忻城不锈钢水箱不锈钢水箱厂 国赢不锈钢水箱厂家选用优质食品级SUS304材质,保障了水箱内水的洁净,不对水造成二次的污染,进一步保护人们的身体健康。除此之外,不锈钢水箱体重轻,安装时减少压力,有很好的防震和耐高温性能。随着社会的发展,很多场所对水质要求越来越高,如大型酒店、饭店、科研教学楼、学校、机关及食品加工、医疗卫生、电子工业等行业。不锈钢水箱为何应用领域如此广泛,这主要是因为不锈钢水箱具有安全实用的功能。 不锈钢水箱的诞生,取代了之前的玻璃水箱,成为新一代的贮水工具,不锈钢水箱采用SUS304一级材料不锈钢板制作而成,有经济适用,造型简单,美观大方,使用寿命长等特点。与其它水箱相比,不锈钢高位水箱具有强度高、重量轻、耐高温腐蚀、保持水质清洁,抗震防渗,不会滋生青苔水草,安全卫生,安装容易,免维护,清洗简单等优点。 购买不锈钢水箱,如何判断厂家是否正规、优质,主要看什么呢?对,就是售后服务。在选择不锈钢水箱厂时,先要看其售后服务是否完善,服务效率是否高效,服务质量是否优质,只有售后服务做到位,更能看出其水箱产品质量如何。 湖南国赢,十年不锈钢水箱品牌,优质不锈钢水箱厂,我们的产品质量好,价格适中,售后服务完善。为了做好国赢不锈钢水箱品牌,我们建立了完善的售后服务制度,售后服务人员热情帮助客户解决水箱使用问题。



忻城不锈钢水箱(1)共渗前的生产准备。共渗前的生产准备参见本章 节不锈钢气体渗氮的生产准备。 到规定的保温时间后,工件出炉,或空冷或油冷。工件油 冷比空冷变形大,但可大大提高工件的疲劳极限。 对于变形m有特殊要求的精密零件,可以在炉内冷却,此 时,炉内应适当通人介质,以形成炉内的保护性气氛。 (2)气体氮碳共渗件质量检查。不锈钢零件气体氮碳共渗 的质量检查可参照本章 节气体渗氮件质量检查的相关内容。 (3)气体氮碳共渗操作要点。 ①炉温升到工艺规定的温度且已排出炉内空气后开始计算保 温时间,进人正常共渗程序。炉温、保持时间、介质加人量都应 严格按工艺要求执行。 ②空炉升温到工艺要求的温度后,保持1一1.5h,使炉温均 匀。装人已准备好的工件、盖好炉盖,检查密封状况,继续升温 通人介质并迅速排除炉内空气。共渗层的组织与水箱价格的关联性 不锈钢氮碳共渗的主要目的是提高工件的表面硬度、耐磨性 能和耐疲劳性能(对于非不锈钢还有耐腐蚀性能)。 水箱价格及氮碳共渗层的组织


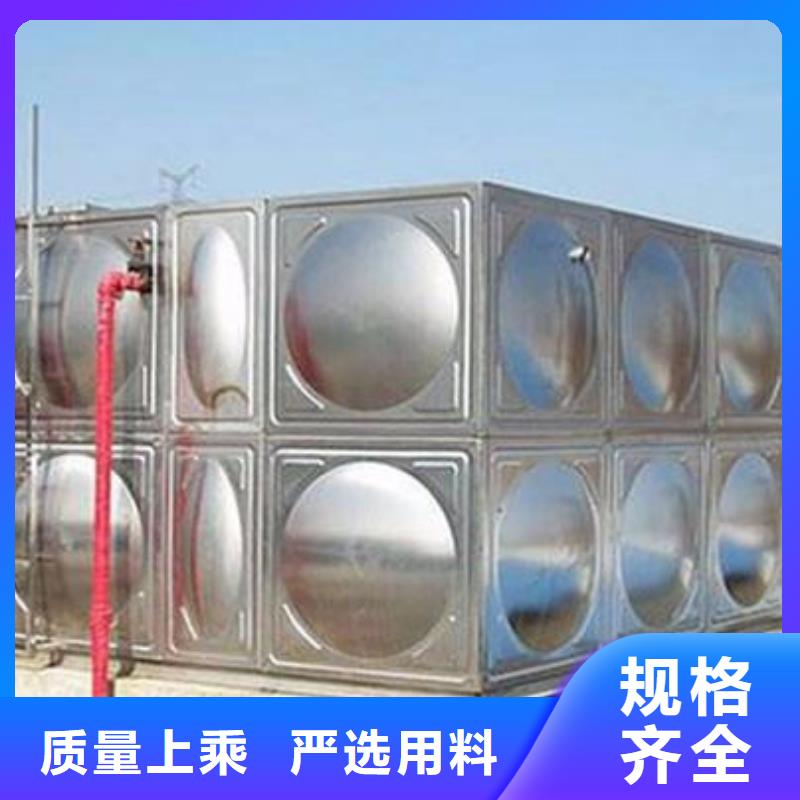
忻城不锈钢水箱制作精良用途广泛: 以精密的成型模具液压拉伸成型,单元矩形凹凸水箱成型精度高,可广泛适用于宾馆、公寓、高楼、厂家的冷热水贮水箱、食品、医药、环保、化工行业的贮液容器。 整个系统为封闭式,不锈钢表面光滑,不易附生藻类,水中沉淀物亦易清洗冲刷 选材优异防蚀抗裂:选用性能优异的奥氏体、铁素体、超低碳不锈钢板材拉伸压制,具有独特的耐腐蚀抗裂性能。 安装方便任意组合: 采用单元矩形不锈钢成型薄板拼装焊接组成,可依据设备设置场所,任意组合多边形、阶梯、L形等形态各异的水箱。 制作精良用途广泛: 以精密的成型模具液压拉伸成型,单元矩形凹凸水箱成型精度高,可广泛适用于宾馆、公寓、高楼、厂家的冷热水贮水箱、食品、医药、环保、化工行业的贮液容器。1.用锡锌铝合金焊补铝制水箱 (1)将60%的锡、35%的锌和5%的铝放人铁勺等器具中加热熔化,铸成细长焊条。 (2)清洗裂纹处油污,用砂布打磨氧化膜,再用螺丝刀或断锯条刮除干净,用喷灯将铝件加热至300℃-400℃【注意:温度不能太高】,将焊条在裂纹处涂擦,当焊条熔化时,用螺丝刀将熔化的焊条合金在裂纹处摩擦,使合金流入裂纹,然后再逐步加厚焊层。







 扫一扫
扫一扫