想要更深入地了解我们的(宁海) 当地 数控等离子切割机_全自动卷板激光切割生产线优良材质产品?那么请观看我们制作的视频,它比任何文字描述都更具体、更生动。
以下是:宁海(宁海) 当地 数控等离子切割机_全自动卷板激光切割生产线优良材质的图文介绍
 当地 数控等离子切割机_全自动卷板激光切割生产线优良材质")
华宇诚数控科技有限公司集 光纤激光切割机排名、设计、生产、销售于一体的公司,不断的采用新的科技成果,并以完善的管理、先进的生产设备保证了 光纤激光切割机排名、产品的优良品质,多年来为全国各地的用户提供了大量高质量产品,建立了长期的合作关系。公司的宗旨是“良好的诚信是市场的需求和期望的结果”本公司凝聚了一批专业生产的技术人员,不断的开发新的 光纤激光切割机排名、产品来适应市场与客户的需求,“以质量求生存、以创新求发展、以诚信赢市场”是我们永远的方针,市场的需求就是本公司永远奋斗的目标。欢迎各界朋友来我公司参观,洽谈业务。

 当地 数控等离子切割机_全自动卷板激光切割生产线优良材质")
数控等离子切割机在使用时要注意掌握一些细节,不然容易因为切割质量不稳定,易损件更换频繁而发生故障。那么数控等离子切割机平时的使用技巧有哪些呢?图片-----图片-----1、数控等离子切割机要采用合理的切距按说明书的要求,采用合理的切距,切距即切割喷嘴和工件表面的距离,当穿孔时,尽可能采用正常切距的2倍距离或是采用等离子弧所能传递的高度。-----图片-----2、数控等离子切割机切割应从边缘开始数控等离子切割机尽量从边缘开始切割,而不要穿孔切割。数控等离子切割机采用边缘作为起始点会延长消耗件的使用寿命,所以正确方法是将喷嘴直接对准工件的边缘后再启动等离子弧。 图片-----图片-----3、数控等离子切割机减少不必要的“起弧(或导弧)”时间起弧时喷嘴与电极的消耗均非常快,所以在开始前,应将割炬放在切割金属的行走距离内。 -----图片-----4、数控等离子切割机尽量保持割炬与消耗件的清洁在割炬与消耗件上的任何脏物都会极大地影响等离子系统的功能。更换消耗件时要将其放在干净的绒布上,要经常检查割炬的连接罗纹,用过氧化氢类清洁剂清洗电极接触面还有喷嘴。图片-----图片-----5、数控等离子切割机喷嘴不能过载使用 让喷嘴过载(即超过喷嘴的工作电流),会使喷嘴损坏更快。电流强度应是喷嘴的工作电流的95%。比如:100A的喷嘴的电流强度应设定为95A。图片-----图片-----6、数控等离子切割机穿孔厚度要在机器系统的允许范围内数控等离子切割机不得在超过工作厚度的钢板上穿孔,一般的穿孔厚度是正常切割厚度的1/2。
 当地 数控等离子切割机_全自动卷板激光切割生产线优良材质")
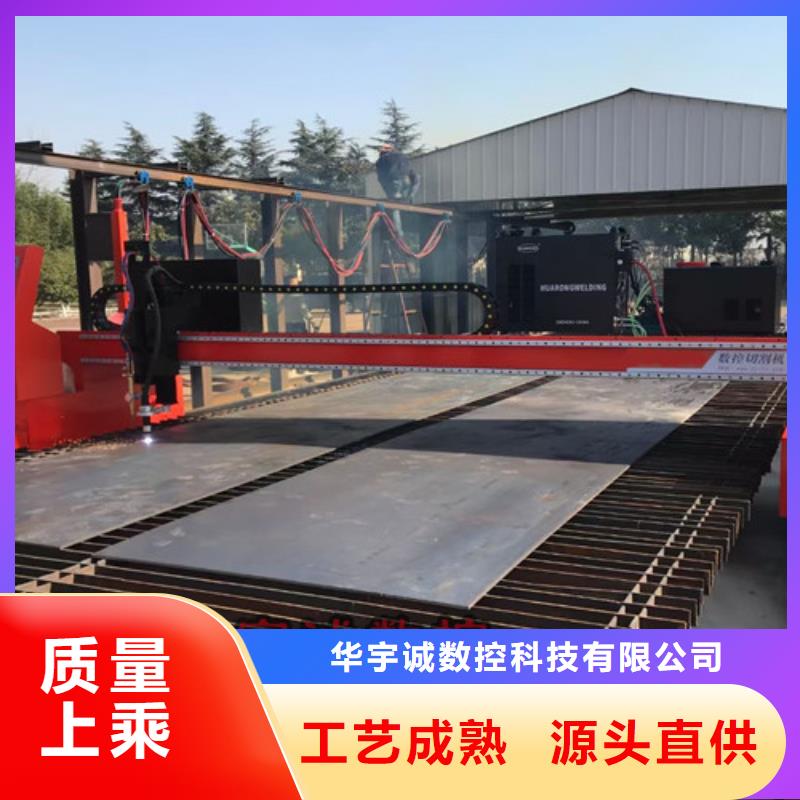
华宇诚数控科技有限公司
 当地 数控等离子切割机_全自动卷板激光切割生产线优良材质")
 当地 数控等离子切割机_全自动卷板激光切割生产线优良材质")
 当地 数控等离子切割机_全自动卷板激光切割生产线优良材质")
数控等离子切割机出现切割不均有很多原因。当切割不同的金属板和不同厚度的材料时,不同的切割电源和割炬具有不同的技术参数。在切割工作中,应参考设备,工件,选择合适的切割速度标准,下面我们就一起来了解一下数控等离子切割机参数设置问题。一:当数控等离子切割机分多种切割辅助气体时,不同切割气体的切割速度是不一样的。以空气等离子弧切割为例,切割碳钢时,切割电流为230A。作为标准,6mm厚的碳钢板的切割速度可以达到3300mm/min,当厚度调整到40mm时,切割速度限制在500mm/min,以确保切割效果和质量。如果切换到其他辅助切割气体,例如用纯氧切割,切割速度会降低更多。在230A的相同切割电流下,虽然纯氧等离子切割可以提高到3700mm/min,对于6mm厚的碳钢板,但对于40mm碳钢板,切割速度仅为350mm/min。二:影响等离子切割质量的因素很多,如空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等等离子弧切割技术参数,都会直接影响数控等离子切割机切割的稳定性过程,切割质量和功能。一般来说,空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等因素直接影响等离子弧的紧固效果,即影响等离子体的温度和能量密度电弧和等离子弧高温和高能决定了切割速度,因此可以说许多上述因素基本上与切割速度有关。作为数控切割装置,应尽可能提高切割速度,同时确保切割质量。这不仅提高了生产率,而且还减少了切割部分的变形量和开槽区域的热影响区域。如果切割速度不合适,其效果相反,添加粘贴残留物,降低切割质量,并设置数控切割机上方的小细节。
 当地 数控等离子切割机_全自动卷板激光切割生产线优良材质")






 扫一扫
扫一扫